La Forge
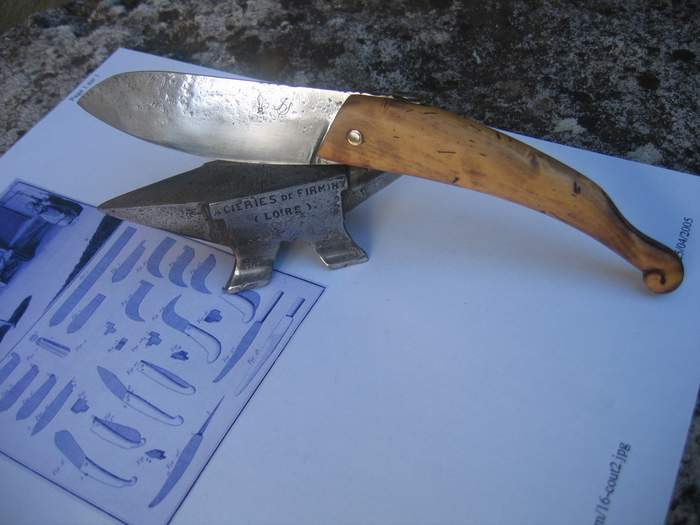
Forge d’un couteau Jambette de Saint Etienne du XVIIe
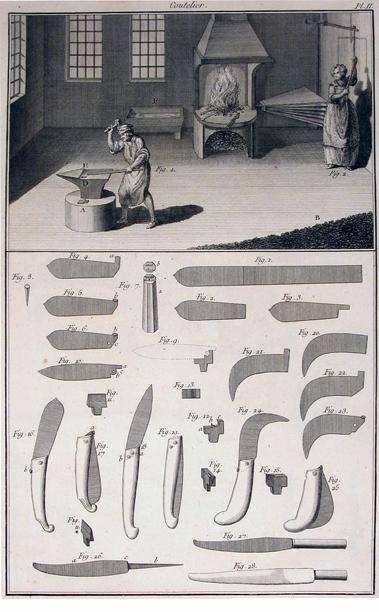
J’ai suivi pour forger ce couteau les indications de la planche II de Bondaroy du site de Kevin de Nouvelle-France, et j’ai appliqué les conseils de mon maître de forge Jean-Luc Soubeyras, afin de forger cette lame de façon traditionnelle.
Forgeage étape par étape:
le 26/04/2005
Voici ma forge à Saint Paul 3 Châteaux – France:

Il s’agit d’une forge à gaz de ma fabrication, l’enclume est une bigorne de tonnelier qui date de 1850.
Cette forge va bientôt être déposée ainsi que l’enclume car aux beaux jours le barbecue reprend ses droits, et derrière la forge il y a le four à pizzas...

Chaude N°1:
Je commence à former les 2 pointes de la lame en travaillant sur chants le barreau d’acier à 0,5% de carbone de 30 X 200 X 4mm. J’alterne avec des coups de marteau à plat pour amincir la pointe.

Chaude N°2:
J’aplanis le métal pour qu’il se rapproche des dimensions de la future lame dont distingue le contour que j’ai dessiné au crayon sur la pointe droite de ma bigorne.

Chaude N°3:
Je forme le biseau de ma lame en donnant des coups de marteau avec un angle de 15°. J’amincis ainsi le bord jusqu’à une épaisseur de 2 mm environ.

Chaude N°4:
Je procède de la même façon pour amincir le dos de la lame, à environ 3 mm.

A la fin de la chaude 4, je vérifie les dimensions de la lame par rapport au gabarit.
Je suis parvenu au stade de la figure 1 de la planche II de Bondaroy.

Chaude N° 5:
Je coupe le barreau à chaud sur une tranche fixée dans mon étau. Je laisse environ 1 cm de plus que la longueur finale. Ce sera le volume de métal destiné à forger la lentille.
Vous pouvez voir la photo de la planche de Bondaroy derrière.
Je suis au stade de la figure 2.

Chaude N°6:
Je tiens la lame sur chant et je forme en tapant sur l’arrière de la lame une tige d’environ 2 cm qui sera la future lentille. En fin de chaude je martèle la lame à plat pour ramener le talon à une épaisseur de 3mm.
Je suis alors au stade de la figure 3 de la planche de Bonderoy.

Chaude N°7:
Sur e bord de l’enclume je plie à 90° le bout de la future lentille. Je finis ensuite d’aplanir le talon qui s’était épaissi lorsque j’avais étiré la future lentille.
Je suis alors au stade de la figure 4 de la planche de Bondaroy.

Chaude N°8:
J’ai laissé un peu trop de métal pour la lentille, alors avant de la refouler, je coupe l’excédent à la tranche, fixée sur l’étau. Cette opération fait perdre un peu de temps, avec un peu d’habitude, on doit parvenir à n’étirer le métal nécessaire, comme cela il n’y a pas besoin de trancher.

En tenant la lame à la verticale, je commence à refouler la tige pour former la lentille. Je veille à ne pas plier celle-ci.

Je serre rapidement la lame dans l’étau en laissant dépasser la lentille que je finis de mater jusqu’au ras des mâchoires de l’étau.
Je pense que les forgerons stéphanois du XVIIe utilisaient pour mater la lentille une sorte d’étampe qu’il me semble deviner sur les figures 14 ou 15 de la planche II. Cet outil se montait sur le trou carré de l’enclume et il devait permettre de forger des lentilles régulières et il devait moins provoquer de pertes thermiques que mon étau…
Je suis au stade de la figure 5 de la planche II de Bondaroy.

Chaude N°9:
Au cours de cette dernière chaude je poinçonne le trou de l’axe au dessus du trou de l’enclume. En fait je ne traverse pas entièrement comme l’aurait fait un forgeron du XVIIe. Je préfère finir le trou avec un forêt: La qualité de guidage sur l’axe sera bien meilleure que celle qu’on peut obtenir avec un poinçon.
Je suis parvenu au stade de la figure 6 de la planche II de Bondaroy. Je profite de la fin de la chaude pour redresser la lame qui s’est un peu voilée lors des opérations précédentes.
Je pense que lors de la même chaude le forgeron devait apposer la marque avec son poinçon de marquage qu’on voit sur la figure 7 de la planche. Dans mon cas je n’ai pas de poinçon mais je vais graver avec une échoppe la marque, une fois que j’aurai fait l’émouture de la lame. Pour que la gravure soit plus facile, je ne trempe pas la lame tout de suite. Les couteliers traditionnels l’auraient remise au feu et trempée au rouge cerise certainement dans de l’eau salée (Je ne sais pas si Bondaroy traite de cette phase importante pour la qualité de la lame qu’est le traitement thermique?) Le revenu à 250° afin de rendre la lame moins cassante, est lui aussi primordial.
Fin de l’étape de forgeage: Il m’aura fallu mettre la lame au feu 9 fois, alors que les forgerons stéphanois y arrivaient en 6 chaudes. Mais je suis loin d’avoir leur savoir faire …

Emouture à la meuleuse d’angle:
Ce travail très important pour donner sa forme finale au couteau , est décrit par Bondaroy sur la planche N°III .
Ils utilisaient les meules en grès de grand diamètre entraînées par la force hydraulique d’une roue de moulin.
Je fais une émouture plus rapide (mais plus bruyante) avec ma meuleuse équipée d’un disque à lamelles abrasives de grain 120. Sur la photo je meule les côtés du couteau et j’ai fait auparavant le contour de la lame pour le ramener au plus près des côtes finales.

Finition Emouture:
Je finis l’émouture en formant les ricassos à la lime

Finition de la lentille:
A la lime, je donne à la lentille sa forme définitive. Je ne pense pas que les ouvriers stéphanois procédaient ainsi. Ils devaient obtenir une lentille parfaite en utilisant en complément de l’étampe fig.13 une contre-étampe fig.14 de la Planche II qui leur permettait de donner la forme à chaud.

Polissage:
J’enlève les traces d’abrasion de la meuleuse et de la lime à l’aide d’une ponceuse à bandes sans fin, avec grain de 320. La lame est alors prête pour la gravure.
Après la gravure, je fais les traitements thermiques dont j’ai parlé plus haut: Trempe à 850° dans l’huile et revenu dans un four à 250°.
Après polissage au buffle avec des abrasifs en pâte, la lame est enfin prête à être montée.
Et voilà, une fois adaptée au manche , l’axe en acier de 3 mm est mis en place, les 2 rondelles en laiton sont glissées contre le bois et l’axe est maté sur l’enclume. Cette opération est fort délicate, si l’axe n’est pas suffisamment maté, la lame a trop de jeu et risque de s’ouvrir seule.
Si par contre on mate un peu trop, il y a un risque important de faire éclater le bois entre l’axe et le bout du manche…et c’est ce qui m’est arrivé sur le côté ce couteau Jambette de Saint Etienne!
Enfin comme dit le proverbe: C’est en forgeant….